| Nanjing Sumino Precision Machinery Co.,Ltd | WhatsApp +8617712413069 Inquire Product information |

- |

- |

- |

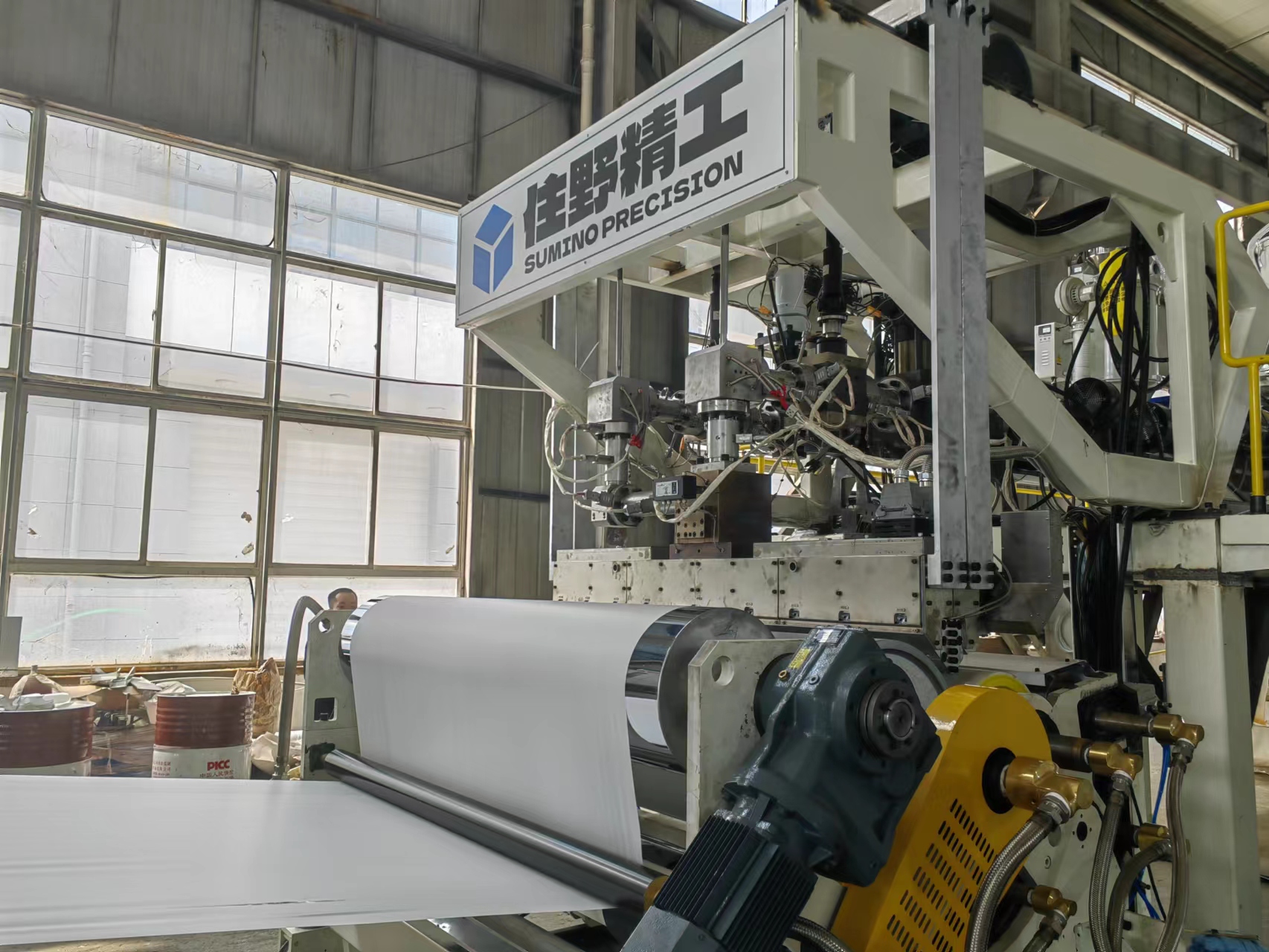
Extrusion Flat Film Forming Die
There is no uniform regulation on the thickness boundaries between plastic flat films, sheets and plates. Generally, those with a thickness of less than 0.25mm are called sea films; those with a thickness greater than 0.25m and less than m are called sheets; those with a thickness of more than Flmm are called plates. The extrusion molding of this kind of products, the first light is to go through the mold to form a parison with a size slightly larger than the width and thickness of the product, and then go through three-roll calendering, cooling and shaping (casting method is to cool and shape through cooling rollers), and then After traction, cooling, trimming and other processes, the extrusion molding production work of the product is completed. Commonly used mold structures for extrusion flat die, sheet, and plate products include drum tube type, fishtail type, hanger type and distribution type, etc. There are many similarities in the mold structure used to form such products, and their structural characteristics are as follows:
1) The molten material flow cavity in the mold is mainly composed of upper and lower templates, and the positions of the two parts are fastened by multiple bolts.
2) At the position of the lip of the molten material outlet in the mold, the entire width is equipped with uniformly distributed adjusting screws, which are used to adjust the gap between the upper and lower die lips in the early stage of production to make them nearly equal, so as to ensure the smoothness of the extrusion lip. Thickness and dimensions of thin sheet products meet the quality requirements.
3) In order to make the flow rate, pressure and flow rate of the molten material entering the cavity of the die nearly equal across the width of the die lip before being extruded from the die lip, a groove that runs through the die transversely is also set in the cavity to meet the The above-mentioned extrusion melt has nearly consistent requirements for flow rate, pressure and flow.
4) There are heaters inside and outside the mold to meet the requirements of the molded product on the process temperature and to determine the basic structure of the mold. The radius of the technical tube in the bifurcated die structure is generally determined by the basic parameters of the die structure. The tube-type die is time-saving because there are many internal materials in the quilt, and the tube-type die is discharged within the range of the flow section m" of the extruding die, which is a false detection The behavior of the time. This kind of larger section is more suitable for thermal stability, so as to ensure that the finished product is as fluid as possible, and the extrusion molding of VC material is not very good. It should be smaller, generally around 15mm. Of course, if the width and thickness of the product are large and the amount of material used is large, the radius value should also be increased accordingly to meet the needs of production.
Nanjing Sumino Precision Machinery Co., Ltd. has a professional cast film production line. The company's main cast film production lines include: TPU hot melt adhesive film production line, CPP/CPE cast film production line, EVA solar energy packaging film production line, PE hygienic and breathable Film production line, PVDF cast film production line, PP three-dimensional film production line, medical blood purification film production line, multi-layer co-extruded barrier film production line, LLDPE stretch film production line, etc.