| Nanjing Sumino Precision Machinery Co.,Ltd | WhatsApp 086 13390780291 Inquire Product information |

- |

- |

- |

What is PET transparent sheet production process and common problems?
There are a wide variety of plastic sheet materials and they are widely used. At present, the main types are polyvinyl chloride, polystyrene, and polyester (PET). PET sheets have good performance and meet the national hygiene index requirements for molded products and international standards. Environmental protection requirements belong to environmental protection sheets. As the current packaging needs to meet environmental protection and recyclability, the demand for PET sheets is increasing. This article mainly discusses the production process and common problems of PET transparent film.
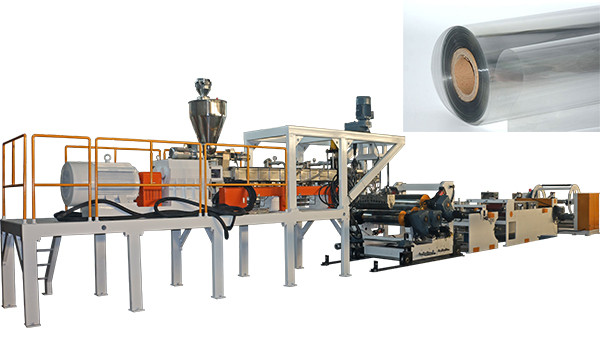
Nanjing sumino PET sheet production line
Production process of PET sheet
(1) Raw material of PET sheet
Like other plastics, the performance of PET sheet is closely related to the molecular weight. The intrinsic viscosity determines the molecular weight. The higher the intrinsic viscosity, the better the physical and chemical properties, but the poor fluidity makes the molding difficult. The lower the intrinsic viscosity, the poorer its physical and chemical properties and impact strength. Therefore, the intrinsic viscosity of the PET transparent sheet should be 0.8dl/g-0.9dl/g.
(2) Production process.
Product introduction of PET sheet production line equipment
PET sheet twin-screw exhaust production line (crystallization-free drying): The crystallization-free and drying-free exhaust PET sheet unit launched by Sumino precision machinery have the advantages of low energy consumption and high efficiency. This model is produced by Sumino precision machinery. Continuously improve the upgraded products, and now have made major technical upgrades to the core vacuum system, from the original roots-water ring pump set to the roots-rotary vane pump set, which can achieve the vacuum degree, and adopts PET special alloy steel The thin-walled roller group greatly improves the cooling efficiency, thereby increasing the output and improving the toughness and transparency of the product. The operating system independently programmed by Sumino precision machinery guarantees the user-friendly and easy-to-operate type of equipment.

Extrusion molding. After extrusion , PET is transformed into a high polymer with obvious melting point. The molding temperature of high polymer is high and the temperature control range is narrow. The barrier screw specially used for polyester is used to separate the unmelted pellets and the melt, which helps to maintain a longer shearing process and increase the output of the extruder. The flexible die lip die head with streamline baffle rods is adopted. The die lip is pointed and tapered. The streamline flow channel and the non-scratch die lip indicate that the smoothness should be good. The heater of the die head has the function of draining and cleaning. The die lip gap should ensure good uniformity, and the uniform die lip gap of the die directly affects the lateral thickness deviation of the sheet and the flatness of the calendering. When extruded into a sheet, the temperature corresponding to the front area of the fuselage, the middle area of the fuselage, the rear area of the fuselage, the screen changer, and the nose of the fuselage are 240°C-260C, 265°C-275°C, and 260C-265°C, respectively. , 260C-265C, 255°C-265C.

Cool down and shape. After the melt comes out of the machine head, it directly enters the three-roll calender for calendering and cooling. The distance between the three-roll calender and the machine head is generally kept at about 8cm, because if the distance is too large, the sheet is likely to sag and crease , Resulting in poor smoothness of the sheet, in addition, due to the excessive distance, the heat dissipation and cooling are too slow, and the crystals will turn white, which is not conducive to calendering. The three-roll calender unit consists of three rollers, the upper, middle and lower rollers. The axis of the middle roller is fixed. The temperature of the roller surface is 40°C-50C during the cooling and calendering. The axis of the upper and lower rollers can move up and down. The axis moves up and down to adjust the roller gap. The temperature of the upper and lower rollers are respectively 30°C-60C and 52°C-68C. The three rollers should ensure the speed synchronization, and the speed should be higher than the extrusion rate. The purpose is to offset When the material leaves the die, it expands and weakens the internal stress of the sheet, so that the wrinkles disappear. PET will crystallize in the range of 100C-250°C, and the crystallization rate is 140°C-180°C when the crystallization rate is faster, so the crystallization can be completed in just a few seconds. PET needs to quickly pass through this crystallization temperature zone, and strictly control the temperature of the three rollers.

Traction and reeling. The sheet comes out of the calender roller and enters the traction device by the guide roller. The traction device consists of an active rubber roller and a passive rubber roller. The air pressure compresses the two rollers mainly to prevent the sheet material from being pulled to the winding device through the two rollers to produce a flattened sheet.
Common quality problems in the production of PET transparent sheets and their solutions
(1) The sheet material produces crystal point impurities. The reasons for this are raw materials and scraps. The PET chip itself does not produce crystal point impurities, but during the processing process, due to drying problems and more or less added scraps due to poor environment, impurities or low-quality raw materials are introduced. It cannot be eliminated during the sheet forming process.
(2) Horizontal lines and water lines (orange peel lines). The water mark is because the material flow from the extruder die head enters the calender roll because there is no residual material between the calender rolls, which causes the sheet to not be compacted, and the surface of the sheet exhibits a poor finish like orange peel. Lines. The solution is that there must be visible residual material between the calender rolls, and the residual material rotates evenly. The horizontal grain is the process defect of the extrusion method, just like the water ripple of the calendering method, the indentation caused by the speed difference between the two rollers of the calender roll, the solution is to require the three-roller calender The roller speed control accuracy is improved, and the synchronization accuracy must be improved to reduce the horizontal lines.
(3) Yellowing of the sheet, black spots or impurities, streamlines, uneven calendering, etc. The main reason for the occurrence of bubbles in the sheet is that the pellets are not completely dried and the moisture content exceeds 0.005%. If the moisture is not sufficiently dried, it will penetrate deep into the slice to indicate the formation of molecular bonds or remain deep inside the slice. If the drying temperature is too low or the time is too short, it will affect the drying effect. When blisters appear on the sheet, the drying temperature and time should be adjusted immediately. The main reason for the yellowing of the sheet is that the drying temperature is too high or the time is too long. At this time, the main measures are to reduce the drying temperature and reduce the drying time. Another reason for the yellowing of the sheet is that the temperature of the melt is too high. At this time, the melt temperature should be reduced quickly. The main reason for the black spots and impurities in the sheet is that the filter screen is broken or the PET decomposition material remains in the extruder.

Company Profile
Nanjing Sumino Precision Machinery Co., Ltd. is a high-tech enterprise integrating scientific research, production and sales. It has always adhered to the business philosophy of integrity, equality, and customer benefits. In order to better improve the quality of equipment, it has entered a more professional and standardized Production track. We have established independent research and development technologies for seven categories of equipment including plastic sheet material, casting, bi-stretching, non-woven non-woven meltblown cloth, laminating film composite, recycled granulation environmental protection recycling system and coating machine manufacturing system. The center and production department provide a full set of professional technical solutions to meet the special needs of each customer. Among them, the biaxially oriented film manufacturing system includes: BOPP biaxially oriented film manufacturing system, PVC biaxially oriented shrink film production line, PET biaxially oriented film production line, BOPA biaxially oriented film production line, BOPA biaxially oriented film production line, etc.
Company Address: No. 11, Kaifeng Road, Moling Street, Jiangning District, Nanjing City, Jiangsu Province
Sue
International Business Development Department Manager
Nanjing Sumino Precision Machinery Co.,Ltd
Add: Kaituo Road No.11, Jiangning Distract, Nanjing, China.
Tel: +86 025-51839686
Fax: +86 025-51839687
Mob/Wechat/Whatsapp: +86 177 1241 3069
Email: suqian@susumino.com
Web: sumino.en.alibaba.com / www.susumino.com/ www.njsumino.com